This article's table of contents introduction:

- Critical Warning: Fan Placement is Everything
- Recommended Fan Type: Centrifugal (Radial) with Paddle Wheel
- Material Specifications
- Key Design Features for 900°C
- Performance Considerations
- Alternative: Ejector / Venturi System
- Recommended Vendors (International)
- Cost Expectation
- Critical Safety Note for Carbonization Exhaust
- Summary Recommendation
This is a highly specialized and demanding application. A standard industrial exhaust fan will fail almost immediately at 900°C (1652°F). Handling exhaust from a carbonization furnace requires a fan designed for extreme heat, corrosive gases, and particulate (soot/tar) .
Here is the detailed specification and design criteria for an exhaust fan suitable for a 900°C carbonization furnace.
Critical Warning: Fan Placement is Everything
For 900°C, the fan cannot be placed directly at the furnace outlet. There are two common configurations:
- Indirect / Dilution System: The fan is placed downstream of a heat exchanger or dilution air damper that cools the gas to <300°C before it hits the fan wheel.
- Direct High-Temp (Rare & Expensive): The fan must be a specialized "High-Temp" model with an external motor, a long shaft, and a cooling fan to keep the bearings cool. Even then, 900°C is pushing the limit for most metallic alloys.
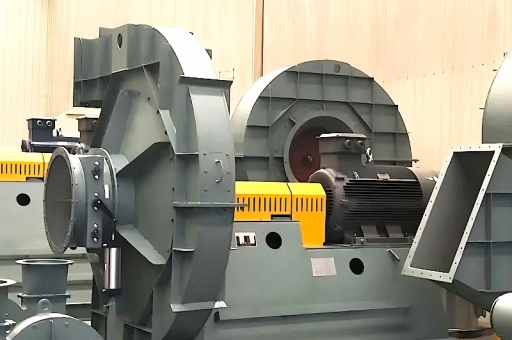
Recommended Fan Type: Centrifugal (Radial) with Paddle Wheel
- Type: Heavy-Duty Centrifugal Fan (Radial Blade / Paddle Wheel).
- Why: Radial blade designs are the most robust for handling dust, sticky tar, and high temperatures. They are less efficient than backward-curved fans but much more durable.
Material Specifications
At 900°C, standard stainless steel (304/316) will oxidize and warp. You need superalloys.
| Component | Material | Reason |
|---|---|---|
| Impeller (Wheel) | Inconel 600 or Inconel 601 | High strength at 900°C; excellent oxidation and carburization resistance. |
| Shaft | Inconel 718 or Haynes 230 | Must resist torsion and heat. Must be cooled at the bearing end. |
| Housing (Volute) | Inconel 600 or high-alumina ceramic lined steel | Ceramic lining is cheaper for the housing but adds weight and fragility. Inconel is better but expensive. |
| Bearings | Standard (Ball/Roller) | Must be isolated. The bearings are located outside the hot gas stream, mounted on a pedestal with a cooling fan or water jacket. |
| Shaft Seal | Graphite packing or Labyrinth seal | To prevent hot gas from leaking toward the bearings. |
Key Design Features for 900°C
- Thermal Expansion Management:
- The shaft must have a massive expansion allowance.
- The housing must have a "hot" clearance (float). The impeller will grow significantly when hot; clearances must be calculated for operating temperature, not cold installation.
- Cooling System:
- Shaft Cooling: A dedicated fan (mounted on the back of the main motor) blows ambient air along the shaft between the housing and the bearings.
- Motor Isolation: Motor must be TEFC (Totally Enclosed Fan Cooled) and mounted on a spring base or pillow block to isolate it from radiated heat. A heat shield is mandatory.
- Cleanout Ports:
Tar and soot from carbonization will condense on the wheel. The housing must have large, bolted access doors for regular cleaning (scraping) of the wheel and inlet cone.
- Variable Speed Drive (VFD):
Essential for controlling the furnace pressure and preventing over-venting which wastes heat.
Performance Considerations
- Pressure: Typically low to medium (e.g., 20-40 inWG or 5-10 kPa). Carbonization furnaces operate under slight negative pressure (draft).
- Gas Composition: The fan must handle:
- CO (Carbon Monoxide): Poisonous. The fan must be gas-tight (zero leakage).
- H₂ (Hydrogen): Small molecule, high risk of leakage and explosion.
- Tar & Soot: Sticky, abrasive, and combustible.
- Volatiles: Acetic acid, methanol, etc.
Alternative: Ejector / Venturi System
If the fan budget is too high or maintenance is a concern, consider a Steam Ejector or High-Pressure Air Eductor. These have no moving parts at the hot end.
- Pros: No heat damage, no bearings, handles tar easily.
- Cons: Requires high-pressure steam/air (~6 bar), less efficient, produces noise.
Recommended Vendors (International)
These manufacturers specialize in high-temp (>500°C) process fans:
- New York Blower (USA): "Thermal-Aire" series.
- Howden (UK/Global): High-temp industrial fans (often used in pyrolysis).
- Robinson Fans (USA): Custom high-temp fans for chemical processes.
- Cincinnati Fan (USA): "HTHP" series with shaft cooling.
Cost Expectation
- Small Fan (15 HP, 900°C, Inconel): $30,000 - $60,000 USD.
- Large Fan (100 HP+): $100,000 - $250,000+ USD.
- Lead Time: 16-24 weeks (custom Inconel fabrication).
Critical Safety Note for Carbonization Exhaust
Do not use an aluminum impeller. Do not use a standard explosion-proof motor without verifying the gas group (likely Hydrogen / Group B). The fan must be spark-resistant (non-ferrous rubbing ring).
Summary Recommendation
For a 900°C carbonization furnace:
- Buy a Centrifugal Radial Fan with an Inconel 601 wheel.
- Install an external motor with a shaft cooling fan (on a pedestal).
- Place the fan after a dilution air damper to keep the gas temperature at the fan wheel below 300°C (much cheaper).
- Budget for quarterly cleaning of tar buildup on the impeller.
If you absolutely must pull gas at 900°C: Call New York Blower or Robinson and ask for a "Hot Process Fan" with a water-cooled shaft and Inconel construction. Expect a very long lead time and a significant capital investment.