This article's table of contents introduction:

- Table of Contents
- Introduction: Why Dust Control is Non-Negotiable in Coal Mining
- The Core Mechanics: How Coal Mine Dust Collector Fans Work
- Key Performance Parameters for Industrial Dust Fans
- Competing Technologies: Wet vs. Dry Scrubbing Systems
- Installation and Maintenance Best Practices
- Regulatory Compliance and Environmental Impact
- Frequently Asked Questions (FAQ)
- Conclusion: The Future of Mine Ventilation Efficiency
** Optimizing Mine Ventilation: The Critical Role of Coal Mine Dust Collector Fans in Safety and Compliance
Table of Contents
- Introduction: Why Dust Control is Non-Negotiable in Coal Mining
- The Core Mechanics: How Coal Mine Dust Collector Fans Work
- Key Performance Parameters for Industrial Dust Fans
- Competing Technologies: Wet vs. Dry Scrubbing Systems
- Installation and Maintenance Best Practices
- Regulatory Compliance and Environmental Impact
- Frequently Asked Questions (FAQ)
- Conclusion: The Future of Mine Ventilation Efficiency
Introduction: Why Dust Control is Non-Negotiable in Coal Mining
Coal mining, particularly underground operations, generates an immense volume of respirable dust. According to the National Institute for Occupational Safety and Health (NIOSH), prolonged exposure to coal dust leads to Coal Workers' Pneumoconiosis (CWP), commonly known as “black lung disease.” This is where coal mine dust collector fans become the frontline defense.
These specialized industrial fans are not merely auxiliary equipment; they are the lungs of the mine. They systematically extract air laden with coal dust, silica, and methane, filtering particulate matter before releasing cleaner air back into the atmosphere or recirculating it. Without a properly designed dust collector fan system, mines risk catastrophic dust explosions, chronic operator illness, and severe penalties from agencies like OSHA and MSHA.
Modern dust collector fans pivot on two conflicting demands: high negative static pressure (to overcome filter resistance) and energy efficiency. The global push for zero-emission mining has further elevated the role of these fans, integrating them with smart sensors for real-time particulate monitoring.
The Core Mechanics: How Coal Mine Dust Collector Fans Work
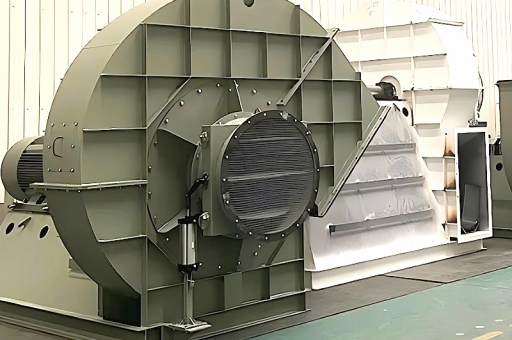
The typical system comprises a fan unit, a filter housing, and a dust discharge mechanism. The fan itself is most commonly a high-pressure centrifugal type, designed to handle abrasive particles without eroding the impeller blades.
The Airflow Cycle:
- Capture: Hoods at extraction points (longwall shearers, continuous miners, conveyor transfer points) funnel dust-laden air into ducting.
- Transport: The fan creates negative pressure, pulling air through the duct work at velocities between 3500 and 4500 FPM (feet per minute) to prevent settling of heavier particles.
- Filtration: Air passes through cartridge filters, baghouses, or wet scrubbers. In a dry system, compressed air pulses clean the filter media periodically.
- Exhaust: Cleaned air is either exhausted to the surface or recirculated, often through a final HEPA stage.
Critical Component: The Fan Impeller. For coal dust, engineers typically use backward-inclined or airfoil blades made from abrasion-resistant steel or coated with a hard-facing alloy. Unlike standard HVAC fans, these impellers must maintain balance under heavy dust loading. A leading failure mode here is "dust buildup" on blades, causing catastrophic vibration. To mitigate this, manufacturers now offer anti-static coating and deep-cleaning purge rings.
Key Performance Parameters for Industrial Dust Fans
When selecting a coal mine dust collector fan, engineers must evaluate four core metrics:
- Airflow (CFM): Typically ranges from 10,000 to over 100,000 CFM for major mine fan installations. The mine ventilation plan dictates these volumes.
- Static Pressure (SP): Measured in inches of water gauge (in. w.g.). A system with dense cartridge filters might require 15-25 in. w.g., while a simple pre-filter system might need only 6-10 in. w.g.
- Fan Efficiency: Measured by the fan’s peak efficiency point (PEP) on its characteristic curve. Modern fans achieve 80-85% static efficiency.
- Sound Level: MSHA restricts mine noise exposure. Dust collector fans often require silencers or acoustical enclosures to keep sound below 85 dBA at the operator station.
One overlooked metric: leakage. In underground mines, even 2% leakage in the duct system can reduce capture velocity below minimum thresholds, allowing dust to escape into the breathing zone.
Competing Technologies: Wet vs. Dry Scrubbing Systems
There is no single best solution for all mines. The choice between a dry baghouse fan and a wet scrubber fan depends on dust composition and water availability.
| Feature | Dry System (Cartridge/Baghouses) | Wet Scrubber (Venturi) |
|---|---|---|
| Efficiency | 9% on 0.5-micron particles | 5% on 1-micron particles |
| Water Use | None | 50-150 GPM (high water consumption) |
| Abrasion | High on fan blades | Low (particles are wetted) |
| Fire Risk | Lower | High (wet mud can ignite) |
| Maintenance | Filter replacement costs high | Sludge handling costs high |
Verdict: For ultra-fine respirable dust (PM2.5), dry baghouse fans are superior. However, for mines with explosive coal dust and high moisture content, wet scrubbers offer a safety buffer. Importantly, the fan for a wet scrubber is often made of stainless steel or FRP (Fiber-Reinforced Plastic) due to corrosive slurry.
Installation and Maintenance Best Practices
Even the most efficient fan fails if installed poorly. Here are proven strategies from mining engineering handbooks:
Installation:
- Foundation isolation: The fan base must be vibration-isolated from the mine floor to prevent structural resonance.
- Inlet/Duct transitions: Avoid sharp elbows within 5 fan diameters of the inlet to prevent turbulence-induced stall.
- Electrical protection: Use explosion-proof motors (Class II, Division 1) for underground installations to prevent sparking.
Maintenance Checklist:
- Weekly: Check impeller balance with a portable vibration analyzer. Any reading above 0.15 in/sec indicates imbalance.
- Monthly: Inspect filter bag tension and replace any torn bags.
- Quarterly: Clean anti-static coating and verify belt tension (if belt-driven).
- Annually: Perform a full performance test per AMCA 210 standard to measure CFM and static pressure.
The worst mistake: Allowing the filter to become fully loaded before pulsing. This collapses the airflow curve, causing the fan motor to overheat.
Regulatory Compliance and Environmental Impact
In the United States, the MSHA Dust Rule (30 CFR Part 70) mandates that a miner’s personal exposure to respirable coal mine dust must not exceed 1.5 mg/m³ over an 8-hour shift. Coal mine dust collector fans are the primary engineering control to achieve this.
Recent regulatory shifts:
- Continuous monitoring: MSHA now requires real-time dust monitors. Modern fans interface with these sensors, automatically increasing fan speed when dust concentrations spike.
- Silica limits: In 2024, OSHA proposed lowering the permissible exposure limit (PEL) for crystalline silica to 50 µg/m³. This forces mines to upgrade their filtration from standard MERV 15 to MERV 20 (HEPA-grade).
- Carbon footprint: Mines now report Scope 2 emissions from fan motors. Variable Frequency Drives (VFDs) are nearly mandatory, reducing fan energy use by 30-50% compared to fixed-speed units.
Environmental side note: The exhaust from these fans is not just air. It contains trace methane and coal dust. Modern installations include after-treatment catalysts or regenerative thermal oxidizers to meet VOC (volatile organic compound) limits.
Frequently Asked Questions (FAQ)
Q1: What is the typical lifespan of a coal mine dust collector fan? A1: With proper maintenance—regular balancing, bearing greasing, and filter replacement—a centrifugal fan can last 15-20 years. Without maintenance, blade erosion can reduce lifespan to 3-5 years.
Q2: Can a normal industrial fan be used in a coal mine? A2: No. Standard fans lack explosion-proof construction, abrasion-resistant impeller alloys, and anti-static coatings. Using them underground is a severe safety violation and risk.
Q3: How do I size a dust collector fan for a longwall face? A3: The rule of thumb: the fan must move at least 1.5 times the volume of air that the longwall machine displaces per minute. Then add 20% for duct leakage. Consult your ventilation officer for a precise calculation.
Q4: What is the difference between a "main fan" and a "dust collector fan"? A4: Main fans handle whole-mine ventilation (air changes). Dust collector fans are localized, dedicated to specific dust-producing operations. They operate at higher static pressures but lower total flow.
Q5: Are there any innovations in renewable-powered dust fans? A5: Yes. Some remote mines now pair fans with solar-powered battery banks combined with a small wind turbine for backup power, ensuring continuous dust extraction even during grid outages.
Conclusion: The Future of Mine Ventilation Efficiency
The coal mine dust collector fan is far more than a metal blade spinning in a housing. It is a sophisticated safety system that directly determines the health of miners and the compliance of an operation. As regulations tighten and coal mining becomes more mechanized, the demand for intelligent, high-efficiency fans will only grow.
We are already seeing prototypes of "smart fans" that wirelessly communicate dust loading to a central control room, adjusting blade pitch in real-time via servomotors. Coupled with renewable energy integration from a site-based wind turbine, the next generation of mine dust control will be both cleaner and more autonomous.
For engineers, the takeaway is clear: invest in quality fan design, rigorous maintenance, and advanced filtration. The cost of a fan failure is measured not just in dollars, but in lives.