This article's table of contents introduction:

- The Critical Function
- Specific Fan Characteristics for Cement Plants
- Main Applications & Fan Locations
- Key Design & Selection Criteria
- Common Failure Modes & Causes
- Maintenance Best Practices
- Energy Efficiency & Optimization
- Summary Table: Fan Application vs. Primary Concern
This is a highly specific and critical piece of equipment in the cement manufacturing process. Here is a comprehensive breakdown of Cement Plant Dust Collector Fans, covering their function, types, key design considerations, common challenges, and maintenance.
The Critical Function
In a cement plant, dust is generated at almost every stage: crushing, raw material grinding, clinker cooling, and cement grinding. The Dust Collector Fan (often called an ID Fan for Induced Draft fan in this context) is the heart of the baghouse or electrostatic precipitator (ESP) system.
Its primary job is to:
- Create Negative Pressure: Suck dusty air and process gases from the production equipment (e.g., ball mill, rotary kiln) into the dust collector.
- Overcome System Resistance: Pull the air through the filter bags or ESP plates, which create significant pressure drop.
- Maintain Flow: Ensure consistent airflow to keep the plant under negative pressure, preventing dust from escaping into the environment.
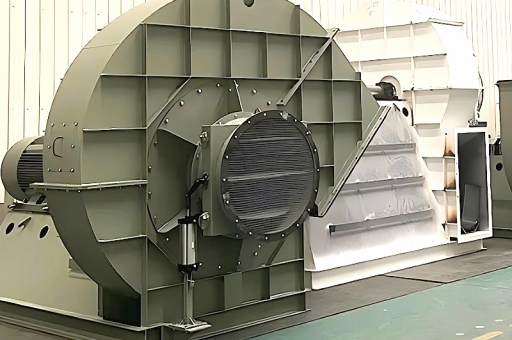
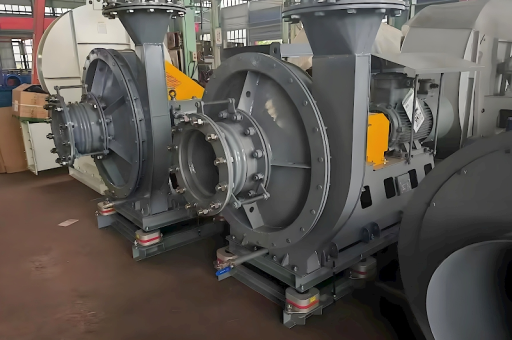
Specific Fan Characteristics for Cement Plants
These are not standard HVAC fans. They are rugged, industrial process fans designed for harsh conditions.
| Parameter | Typical Range / Description |
|---|---|
| Fan Type | Centrifugal (Radial) , specifically Backward Inclined (BI) or Airfoil (AF) . Forward curved are rare due to wear. |
| Housing | Heavy-gauge steel plate, often with wear liners. |
| Impeller | High-strength steel; often wear-protected with hardfacing or ceramic tiles. |
| Drive | Typically belt-driven for speed adjustment or direct-driven with a Variable Frequency Drive (VFD). |
| Bearings | Heavy-duty, self-aligning roller bearings with vibration and temperature sensors (pils). |
| Shaft Seal | High-temperature labyrinth seals or purge air systems to prevent dust ingress into bearings. |
Main Applications & Fan Locations
Different areas of the plant have different fan requirements.
- Raw Mill Baghouse Fan:
- Gas Content: High dust load (raw meal), moisture (from drying the raw feed), moderate temperature.
- Challenge: Material buildup on the impeller (fouling), erosion.
- Kiln ID Fan (Preheater Exhaust):
- Gas Content: High temperature (300-400°C / 570-750°F), abrasive clinker dust, corrosive gases (SOx, NOx, HCl).
- Challenge: Thermal expansion, high-temperature corrosion, and extreme erosion.
- Clinker Cooler Vent Fan:
- Gas Content: Hot air (200-300°C / 390-570°F) with sharp, highly abrasive clinker particles.
- Challenge: Extreme abrasion is the primary cause of failure.
- Cement Mill Baghouse Fan:
- Gas Content: Fine finished cement dust, moderate temperature (100-150°C / 210-300°F).
- Challenge: Static buildup (fine cement is hygroscopic) and dust packing on blades leading to imbalance.
Key Design & Selection Criteria
When selecting or troubleshooting these fans, engineers must focus on:
- Abrasion Resistance:
- Hardfacing: Chrome carbide overlay on blade leading edges and the fan scroll.
- Ceramic Tiles: Tiling the impeller blades and housing can extend life by 3-5x vs. steel.
- Sacrificial Liners: Easy-to-replace wear plates inside the housing.
- Temperature Management:
- Fans must handle surges in temperature (e.g., kiln upset) without warping.
- Water-Cooled Bearings or Insulated Shafts with cooling discs are common.
- The fan wheel must have a higher thermal mass than the housing to avoid sudden thermal shock.
- Vibration & Balance:
- Since dust accumulates, the fan must be field-balanced.
- Continuous online vibration monitoring is mandatory to catch imbalance or bearing failure early.
- Performance Curve:
- The fan curve must be "steep" enough to handle variations in filter bag resistance (as bags get dirty, pressure drop increases).
- VFDs are now standard to optimize energy usage and reduce mechanical stress during ramping.
Common Failure Modes & Causes
- Impeller Erosion (the #1 killer): Sharp clinker particles cut through steel like sandpaper. This leads to imbalance, high vibration, and catastrophic failure if not caught.
- Material Buildup (Fouling): Sticky raw meal or wet cement cakes onto the back of the blades. This causes dynamic imbalance and can stall the fan motor due to excessive weight.
- Bearing Failure: Ingress of fine dust through shaft seals, or failure from high ambient temperatures.
- Shaft Fatigue: Cyclic loading from vibration or thermal expansion leads to shaft cracks at the hub.
- Corrosion: Acid dew point formation (from SOx in the gas) corrodes the fan housing and wheel if the fan is left running below the gas dew point during startup/shutdown.
Maintenance Best Practices
Proactive maintenance is essential:
- Weekly Schedule:
- Vibration Check: Log velocity and acceleration values. A 3dB increase is a warning sign.
- Bearing Temperature: Monitor for spikes.
- Monthly Schedule:
- Visual Inspection: Use a borescope or stop the fan to inspect blade leading edges for thinning.
- Belt Tension Check: Adjust for consistent tension to avoid belt slip.
- Quarterly Schedule:
- Impeller Cleaning: Remove buildup using water, dry ice blasting, or manual scraping depending on fan accessibility.
- Wear Measurement: Measure plate thickness on the impeller and scroll.
- Major Overhaul (Annually):
- Static & Dynamic Balancing: Rebalance the impeller.
- Non-Destructive Testing (NDT): Dye penetrant or MPI on welds at blade roots.
- Bearing Replacement: Even if they seem fine, bearings have a finite life; replace them preemptively.
Energy Efficiency & Optimization
Dust collector fans are among the largest electricity consumers in a cement plant (often 10-15% of total plant electrical load).
- VFD Installation: Can reduce energy consumption by 20-40% versus damper/throttle control.
- Ductwork Design: Minimizing sharp bends and long runs reduces system resistance (lower fan power).
- Bag Selection: Low-pressure drop filter media (e.g., PTFE membrane vs. woven polyester) can reduce fan power.
- Fan Efficiency: Upgrading from an old backward-inclined fan to a modern airfoil fan can be a significant project with a short payback (1.5 years is common).
Summary Table: Fan Application vs. Primary Concern
| Application | Gas Temperature | Primary Wear Mechanism | Best Blade Tip Protection |
|---|---|---|---|
| Kiln ID Fan | 300-400°C | Erosion + Corrosion | Chromium Carbide Overlay |
| Clinker Cooler Fan | 200-300°C | High-Impact Erosion | Ceramic Tiles |
| Raw Mill Fan | 80-120°C | Fouling (Sticky dust) | Smooth, anti-stick coating (e.g., epoxy) |
| Cement Mill Fan | 100-150°C | Static Cling + Erosion | Hardfacing + periodic cleaning |
In conclusion: The Dust Collector Fan is a process-critical asset in a cement plant. Its failure will shut down the entire production line (due to environmental regulations), not just the dust collection system. Therefore, focusing on abrasion control, vibration monitoring, and bearing integrity is non-negotiable for plant reliability.