This article's table of contents introduction:

- The Core Challenge: Why Standard Fans Fail
- The Best Fan Types for Feed Mills
- Critical Design & Compliance Issues (NFPA & OSHA)
- Common Failure Modes & Troubleshooting
- Sizing & Selection: The "Rule of Thumb"
- Summary Checklist for a Proper Quote
This is a highly specialized topic within industrial ventilation. Feed mills (processing grains like corn, wheat, soy, and barley) generate significant amounts of explosive, abrasive, and hygroscopic dust.
Here is a comprehensive breakdown of Feed Mill Dust Collector Fans, covering the types of fans used, critical design considerations, explosion protection, and common pitfalls.
The Core Challenge: Why Standard Fans Fail
Feed dust is uniquely destructive:
- Abrasive: Contains silica from dirt and hard kernel fragments. Erodes fan wheels rapidly.
- Explosive (Combustible Dust): Corn, wheat, and soy starch are highly explosive (Kst values often > 200 bar·m/s). NFPA 652/61 standards are mandatory.
- Hygroscopic: Absorbs moisture, causing caking on fan blades, leading to imbalance and vibration.
- Sticky (Fines): Fats and oils from soy or corn can coat internal surfaces.
Result: A standard "hvac" fan will fail in weeks. You need a purpose-built industrial fan with specific modifications.
The Best Fan Types for Feed Mills
The choice depends on where in the system the fan is located. There is a critical distinction: Clean Side vs. Dirty Side.
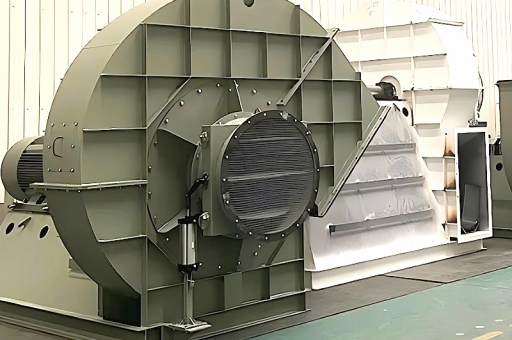
A. Industrial Exhauster / Radial Blade Fan (The Workhorse)
- Where: Dirty side (pulling air directly from the cyclone or baghouse) or Clean side.
- Design: Heavy-duty radial wheel (paddle wheel or radial tip).
- Pros:
- Handles high dust loads best.
- Non-clogging design (open impeller).
- High static pressure capability (needed for baghouse differential pressure).
- Cons: Lower efficiency than airfoil fans; moderate noise.
- Key Features:
- Thick steel wheel: 3/8" to 1/2" thick blades to resist abrasion.
- Shrouded (or semi-shrouded) wheel: Shrouded is more efficient, but open radial is better for sticky fines.
- Replaceable wear liners: On the fan housing (volute) where the dust impacts the cut-off.
B. High-Efficiency (Backward Inclined / Airfoil) Fan
- Where: Clean side (after a final high-efficiency filter like a cartridge or baghouse).
- Design: Curved blades (non-overloading horsepower curve).
- Pros: Highest efficiency (lower electricity bills); quieter.
- Cons: Cannot handle significant dust loading (blades clog and erode quickly). Unsafe if used on the dirty side of a combustible dust system.
- Key Feature: Must be explosion-rated (spark-resistant construction) even on the clean side.
C. In-Line / Tubular Centrifugal Fan
- Where: Ductwork runs (less common in main dust collection, used for local exhaust or bin venting).
- Pros: Space-saving; easy to mount in a duct.
- Cons: Lower pressure capability; harder to clean; not preferred for main collection systems.
Critical Design & Compliance Issues (NFPA & OSHA)
If you are specifying or troubleshooting these fans, these are non-negotiable:
A. Explosion Isolation
The fan must not propagate an explosion from the collector to the building or other equipment.
- Rotary Airlock: A rotary valve (airlock) must be installed between the dust collector hopper and the fan inlet (or between the collector outlet and the fan).
- Why? It acts as an "explosion choke," preventing flame propagation.
- Chemical Isolation Valve: A high-speed chemical suppression valve (e.g., Fike, IEP) must be installed in the ductwork between the collector and the fan. It activates faster than a mechanical valve.
B. Spark-Resistant Construction (AMCA Type C or D)
- Impeller: Must be made of non-ferrous material (aluminum bronze or stainless steel) or have a spark-resistant coating.
- Housing: Must have a non-ferrous inlet cone (wear ring) to prevent steel-on-steel contact during a wheel rub.
- Shaft: Grounded to prevent static electricity buildup.
- Belt Guard: Must be non-sparking (plastic or aluminum).
C. Deflagration Venting
- Source: NFPA 68 (Standard on Explosion Protection by Deflagration Venting).
- Requirement: The fan housing itself must have a deflagration vent if it has internal volume > 8 cubic feet (or as per local code). Many fan housings are too small for this, but the duct system between the collector and fan must be vented.
D. Bearing Design
- Lubrication: External grease lines (extended to outside the fan housing) to prevent dust contamination.
- Type: Heavy-duty spherical roller bearings (not ball bearings).
- Temperature Monitoring: Vibration and temperature probes (4-20mA) feeding back to PLC (especially for pellet cooler fans where hot air can be 180°F+).
E. Motor & VFD
- Explosion-Proof Motor: Requires a UL Listed explosion-proof motor (Class II, Group G, Div. 1 or 2) if the fan is on the dirty side or in a classified area.
- VFD (Variable Frequency Drive): Highly recommended for control, but must be in a non-classified area (clean control room) unless it is a specific XP VFD.
Common Failure Modes & Troubleshooting
| Symptom | Likely Cause | Solution |
|---|---|---|
| Vibration / Imbalance | Dust caked on wheel; Wheel erosion (uneven wear). | Clean wheel manually (water or air blast). Replace wheel annually or as needed. |
| High Amperage (Motor Overload) | Clogged filter (high system pressure); Wheel imbalance due to caking. | Check DP across filters. Clean fan wheel. |
| Low Airflow / Suction | Duct leak; Blocked inlet screen; Worn wheel tip clearance. | Check duct for holes (suck air in). Measure tip clearance (0.5" is typical). |
| Bearing Failure | Improper lubrication; High temperature (from hot air); Contamination. | Use food-grade grease? (if applicable). Install purge lines. Check alignment. |
| Abrasive Wear (Hole in housing) | High velocity dust impact at cut-off. | Install replaceable wear liners. Increase duct diameter (lower velocity). |
Sizing & Selection: The "Rule of Thumb"
- Air-to-Cloth Ratio: For a baghouse, the fan must deliver a specific CFM. Typical feed mill ratios: 4:1 to 6:1 (low ratio is safer for sticky dust).
- System Static Pressure (SP): This is the fan's "work" requirement. A typical feed mill system (hoods + duct + baghouse) requires 8" to 14" w.g. of static pressure.
- Fan Speed: Must be chosen so the tip speed of the radial wheel is not too high (max ~20,000 FPM for abrasive dust; lower is better for wear).
Summary Checklist for a Proper Quote
When asking a fan supplier for a feed mill dust collector fan, provide this exact information:
- Application: "Dust collector exhaust for corn/soy feed mill."
- Airflow (CFM):
- System Static Pressure (in w.g.): (include filter DP at end of life).
- Air Temperature (F): (important for pellet cooler fans).
- Dust Type: "Combustible, Class II, Group G."
- Required Compliance: "NFPA 68 (Deflagration), NFPA 61 (Combustible Dust), AMCA Spark C."
- Location: "Indoor / Outdoor" (affects motor and bearing enclosure).
- Desired Fan Type: "Industrial Exhaust Radial (Model AR / RLE/ XAD) with [x] thick wheel."
Bottom Line: For a feed mill, never buy a standard utility fan. You need a heavy-duty, radial-bladed, explosion-rated industrial exhauster with a thick wheel and non-ferrous wear parts. The fan is frequently the "weakest link" in the system; failure often leads to lost production and a significant fire/explosion risk.