This article's table of contents introduction:

- Primary Function & Role
- Key Design Challenges (Why these fans are special)
- Critical Components & Materials
- Common Failure Modes & Their Root Causes
- Best Practices for Operation & Maintenance
- The Future: Modern Upgrades
This is an excellent topic, as the high-temperature induced draft (ID) fan is often considered the most critical and maintenance-intensive piece of rotating equipment on a cement kiln line.
It sits at the very end of the process (typically between the baghouse/ESP and the stack) and is responsible for pulling all the combustion gases, hot air, and raw meal dust through the entire system.
Here is a comprehensive technical breakdown of the cement kiln high-temperature ID fan, covering its function, design challenges, common problems, and best practices.
Primary Function & Role
The ID fan's main role is to maintain a slightly negative pressure (draft) at the kiln feed end or the preheater exit. This is critical for:
- Safety: Preventing hot gases and dust from "puffing" back out of the kiln hood or preheater towers into the plant environment.
- Process Control: Controlling the airflow to ensure proper combustion in the kiln and calciner.
- Gas Flow: Moving hot gases through the preheater, raw mill (for drying), and the pollution control equipment (ESP or Baghouse).
Key Design Challenges (Why these fans are special)
Cement kiln ID fans operate under some of the harshest conditions in the plant:
- High Temperatures: Gas temperatures can range from 150°C (300°F) to 400°C (750°F) , with spikes much higher during upsets.
- Abrasion: The gas stream is loaded with fine, abrasive cement raw meal dust (CaCO3, SiO2, etc.).
- Corrosion: When the gas temperature drops below the acid dew point (especially with Sulphur in the fuel), sulfuric acid can form, corroding the fan impeller and housing.
- Deposit Buildup (Fouling): Sticky dust (often containing alkali salts, chlorides, and sulfates, sometimes called "cement snow") can build up on the fan blades. This causes severe imbalance and vibration.
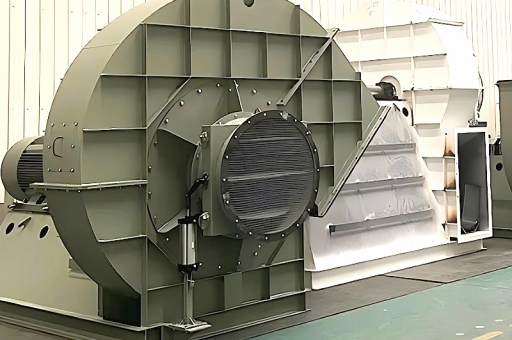
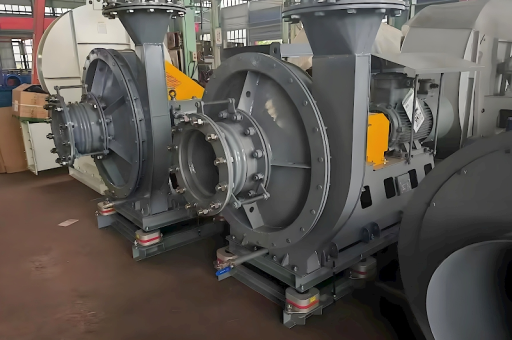
- Large Size & Power: These are massive fans, often 2-3 meters in diameter, driven by motors in the 2,000 kW to 5,000 kW+ range. They are controlled by large variable speed drives (VFDs) or hydraulic couplings.
Critical Components & Materials
To survive these conditions, the fan is built with specific materials and features:
| Component | Material / Feature | Reason |
|---|---|---|
| Impeller (Rotor) | High-tensile steel (e.g., S355J2G3) or Stainless Steel (SS 310S or similar) for high temp. | Strength at high temp. SS resists corrosion. |
| Blades | Backward-curved or Radial design. Often hollow (for cooling). | Backward-curved is more efficient. Radial is more robust for high-dust loads. Hollow blades allow internal cooling air flow. |
| Shaft | Forged alloy steel (e.g., 42CrMo4). | High fatigue strength. |
| Bearings | Spherical roller bearings. Oil bath or Oil mist lubrication. With cooling water jackets. | Handles heavy radial and axial loads. Cooling water is essential to prevent bearing failure from conducted heat. |
| Shaft Seal | Labyrinth or carbon ring seals with compressed air purge. | Prevents hot, dusty gas from escaping the housing and damaging the bearings. |
| Housing | Heavy steel plate (e.g., St 37-2) with abrasion-resistant liners (hardox or ceramic tiles) at the inlet and volute tongue. | Protects the casing from being worn through by dust. |
| Inlet Box | Often a spiral inlet box with an adjustable inlet guide vane (IGV) damper. | For fine-tuning airflow without changing fan speed (used together with VFD). |
| Vibration Monitoring | Accelerometers (probes) on both bearing housings (horizontal, vertical, axial). | Critical for safety. Unbalance from dust buildup is the #1 cause of catastrophic fan failure. |
Common Failure Modes & Their Root Causes
- Severe Vibration (The #1 Problem):
- Root Cause: Rotor imbalance caused by uneven dust buildup (fouling) on the blades. Spikes can occur when a large piece of buildup detaches.
- Root Cause: Thermal distortion (shaft bow) if the fan is stopped while hot and allowed to cool unevenly.
- Root Cause: Bearing wear (cage failure, roller spalling) due to high temperature or poor lubrication.
- Blade Erosion / Wearing
- Root Cause: High dust loading and high velocity (tip speeds of 100-150 m/s). The leading edges of the blades wear thin.
- Shaft Cracking / Fracture
- Root Cause: Fatigue cracks starting from keyways or sharp radii due to high stress cycles and vibrations.
- Overheating / Destructive Failure
- Root Cause: Running the fan at low speed for too long (near the critical speed zone) or a sudden process upset (e.g., raw mill stop, causing a massive temperature spike at the fan).
- Corrosion from Condensation
- Root Cause: Cold starts. If the fan is started while the metal is cold, moisture in the flue gas condenses, forming acid.
Best Practices for Operation & Maintenance
Operation (Operator Role):
- No Cold Starts: Do not start the fan with the inlet box and housing below the dew point. Pre-heat the fan by running the kiln for a short time first, or using a steam coil in the inlet box.
- Monitor Vibration Religiously: Watch the trend. An upward trend over a shift indicates dust buildup. The operator may need to do a "cleaning cycle" .
- Cleaning Cycle Procedure: To remove buildup, the operator will rapidly increase the fan speed for 30-60 seconds to increase velocity and "sling off" the deposits. This must be done cautiously (much friction will increase vibration first).
- Monitor Bearing Temperature: Tolerances are usually < 95°C (203°F). A rise often means water supply to the cooling jacket has failed.
Maintenance (Reliability Team Role):
- High-Frequency Vibration Analysis: Use FFT (Fast Fourier Transform) analysis. A dominant peak at 1x RPM = imbalance. 2x RPM = misalignment or loose foundation. Sub-harmonics = bearing wear or oil whirl.
- Shaft Alignment: When possible, perform laser alignment on the motor-to-fan coupling.
- Bearing Lubrication: Do not over-grease. Use the correct high-temperature grease (e.g., Lithium complex or Calcium sulfonate complex) and a "shoot-in" meter to add a controlled amount every week.
- Rotor Balance: A single-plane field balance (using trial weights) can fix moderate imbalance.
- Inspection Schedule:
- Monthly: Visual inspection of housing for hotspots and leaks. Check cooling water flow.
- Quarterly: Remove inspection door. Check blade leading edges for profile loss (wear). Measure clearance between impeller and inlet cone.
- Annually: Remove rotor. Perform Magnetic Particle Inspection (MPI) on the shaft and blade weld joints. Send rotor to a balance machine for certification.
- 3-5 Years: Overhaul: Replace bearings, seals, and possibly the entire impeller or shaft.
The Future: Modern Upgrades
- Variable Frequency Drives (VFDs): Much more energy-efficient and precise than inlet guide vanes alone. Allows for "soft start."
- Hard Chrome or Ceramic Coatings: Spraying the impeller blades with a wear-resistant coating (e.g., HVOF tungsten carbide) can extend blade life by 3x.
- Real-Time Condition Monitoring: Modern systems use 4-20mA signals to a DCS (Distributed Control System) that automatically alarms or trips the fan based on vibration.
- Smart Cleaning: Using automated acoustic horns or steam soot-blowers in the inlet box to dislodge buildup continuously, eliminating the need for manual cleaning cycles.
Summary for a Plant Manager:
The high-temp ID fan is the "heartbeat" of the kiln gas circuit. Its main killers are dust buildup (imbalance) and high temperature (bearing death). Your primary defense is vibration monitoring by the control room operator and a strict, planned maintenance schedule (with water cooling and lubrication checks). You cannot afford an unplanned trip of this fan—it can stop the entire kiln line for a week or more.