This article's table of contents introduction:

- Table of Contents
- Introduction: The Backbone of Coal-Fired Power Plants
- What Are Pulverized Coal Wear-Resistant Fans?
- Why Wear Resistance Matters: The Physics of Erosion
- Key Design Features and Material Innovations
- Common Failure Modes and Diagnostic Approaches
- Best Practices for Maintenance and Lifecycle Extension
- Case Study: Upgrading to High-Chrome Alloy Fans
- Frequently Asked Questions (FAQ)
- Conclusion: Future-Proofing Fan Reliability
** The Critical Role of Pulverized Coal Wear-Resistant Fans in Modern Power Generation: Design, Maintenance, and Operational Excellence
Table of Contents
- Introduction: The Backbone of Coal-Fired Power Plants
- What Are Pulverized Coal Wear-Resistant Fans?
- Why Wear Resistance Matters: The Physics of Erosion
- Key Design Features and Material Innovations
- Common Failure Modes and Diagnostic Approaches
- Best Practices for Maintenance and Lifecycle Extension
- Case Study: Upgrading to High-Chrome Alloy Fans
- Frequently Asked Questions (FAQ)
- Conclusion: Future-Proofing Fan Reliability
Introduction: The Backbone of Coal-Fired Power Plants
In the global energy landscape, coal-fired power plants remain a significant source of baseload electricity, particularly in developing economies. Within these plants, one component operates under some of the harshest conditions imaginable: the pulverized coal wear-resistant fan. These fans are not merely auxiliary equipment; they are critical to maintaining boiler efficiency, combustion stability, and emission control.
The primary function of these fans is to transport a mixture of pulverized coal and primary air from the mill to the burner. This "coal-air" stream travels at high velocities—often exceeding 25 meters per second—and contains abrasive particles that can rapidly degrade standard fan components. Without specialized wear-resistant designs, fan blades, housings, and impellers would fail within weeks, leading to unplanned downtime and substantial repair costs.
This article provides a comprehensive examination of pulverized coal wear-resistant fans, drawing on industry best practices and design innovations. We will explore material science, failure analysis, and maintenance strategies that help operators extend fan life and reduce total cost of ownership.
What Are Pulverized Coal Wear-Resistant Fans?
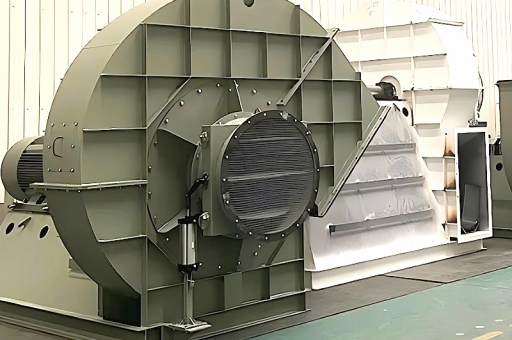
Pulverized coal wear-resistant fans (often referred to as exhauster fans or primary air fans in coal-fired applications) are centrifugal or axial flow fans specifically engineered to handle high-velocity, particulate-laden gas streams. Unlike standard industrial fans used for clean air, these fans are constructed with hardened materials and reinforced geometries to mitigate erosion.
Key distinctions from standard fans include:
- Blade Material: High-chrome white iron (typically 20–30% chromium content) or ceramic composite overlays.
- Casing Liners: Replaceable wear plates made of abrasion-resistant steel or cast basalt.
- Impeller Design: Forward-curved or radial-tip blades with thickened leading edges to deflect particle impact.
- Speed Control: Often equipped with variable frequency drives (VFDs) to optimize airflow while reducing particle velocity during low-load conditions.
These fans operate in a closed-loop system, drawing air from the mill and delivering the fuel-air mixture to burners. The abrasive nature of pulverized coal—containing silica, pyrite, and quartz—means that even the hardest steel can experience significant metal loss over time.
Why Wear Resistance Matters: The Physics of Erosion
To grasp why wear resistance is non-negotiable, consider the erosion mechanism. Abrasive particles carried in the air stream strike fan surfaces at impact angles ranging from near-glancing (15–30°) to near-perpendicular (75–90°). The erosion rate depends on:
- Particle hardness (typically >7 on Mohs scale for silica)
- Impact velocity (erosion scales with V^2 to V^3)
- Impact angle (ductile materials erode fastest at low angles; brittle materials at high angles)
- Particle concentration (grams per cubic meter)
Data from field studies: A typical mild steel fan handling pulverized coal may lose 10–15 mm of blade thickness in 3,000 operating hours. In contrast, a high-chrome cast iron fan (27% Cr) under identical conditions may show only 2–3 mm of wear over 12,000 hours—extending service life by 4–6 times.
This directly translates into maintenance cost savings. Replacing a failed fan impeller can cost upwards of $50,000–$80,000 for a large utility fan, plus lost generation revenue. A single forced outage of 48 hours can result in losses exceeding $200,000.
Key Design Features and Material Innovations
Modern pulverized coal fans incorporate several engineering innovations to combat erosion:
A. High-Chrome White Iron Blades
- Chromium content: 25–30% by weight.
- Matrix structure: M7C3 carbides embedded in an austenitic/martensitic matrix.
- Hardness: 600–700 HV (Vickers hardness).
- Limitation: Brittle; requires careful handling and temperature control (<350°C).
B. Ceramic Tile Overlays
- Alumina (Al2O3) or silicon carbide tiles are bonded to blade surfaces using epoxy or brazing.
- Hardness: 1,200–1,800 HV.
- Drawback: The bond line can fail under thermal cycling; tiles may chip on impact.
C. Laminated Wear Plates
- Multi-layer construction: a tough backing plate (mild steel) + a hardface layer (hardfacing weld overlay or chromium carbide plate).
- Advantage: Field-replaceable without impeller disassembly.
D. Aerodynamic Optimization
- Guide vanes to reduce particle impact angle.
- Blade lean to direct particles away from the hub where centrifugal forces are highest.
- Thickened leading edges to provide sacrificial material.
Design innovation spotlight: Some manufacturers now apply computational fluid dynamics (CFD) to model particle trajectories within the fan casing. This allows engineers to identify high-wear zones and reinforce them selectively, rather than over-engineering the entire fan.
Common Failure Modes and Diagnostic Approaches
Even the best-designed fans eventually degrade. The most common failure modes include:
Localized Blade Perimeter Erosion
- Cause: Particles preferentially impact the blade tip and leading edge.
- Symptom: Vibration increase; unbalance due to uneven material loss.
- Detection: Periodic thickness gauging using ultrasonic probes.
Casing Wall Perforation
- Cause: High-velocity particle streams erode the volute tongue or scroll.
- Symptom: Air leakage; reduced fan pressure.
- Detection: Visual inspection during scheduled outages; pressure drop monitoring.
Shaft and Bearing Wear
- Cause: Fine coal dust infiltrates bearing seals, leading to lapping of the raceway.
- Symptom: Rising bearing temperature; grease contamination.
- Detection: Vibration analysis (acceleration envelope); oil analysis for particle count.
Impeller Burst (Catastrophic Failure)
- Cause: Severe localized thinning leads to stress exceeding material tensile strength at operating speed.
- Prevention: Regular thickness mapping; finite element analysis (FEA) of remaining life.
Diagnostic advancement: Real-time erosion monitoring systems now exist using ultrasonic wall thickness transducers bonded to the fan casing. These systems transmit data to a plant DCS, allowing operators to trend wear rates and schedule maintenance just-in-time.
Best Practices for Maintenance and Lifecycle Extension
Based on operating experience from over 200 coal-fired units, the following practices have proven most effective:
A. Predictive Maintenance Scheduling
- Conduct thickness measurements every 1,000 operating hours for the first year; adjust interval based on wear trend.
- Use laser alignment to ensure the fan shaft and motor are within 0.05 mm tolerance.
B. Hardfacing Repair
- When blade wear reaches 50% of original thickness, apply hardfacing weld overlay using flux-cored wire (Fe-Cr-C system).
- Perform stress relief if thickness buildup exceeds 6 mm.
C. Air Inlet Optimization
- Install inlet box modifications to reduce particle impact angle (e.g., turning vanes).
- Maintain proper mill classifier operation to minimize oversized particles (>300 μm).
D. Material Upgrade Strategy
- Replace mild steel casings with chromium carbide wear plates (10–15 mm thickness).
- Upgrade impeller material from 500 VHN to 700 VHN during the first rebuild cycle.
E. Temperature Management
- Keep operating temperature below 350°C for high-chrome materials to avoid thermal fatigue.
- Ensure intercoolers function to prevent hot air recirculation.
Case Study: Upgrading to High-Chrome Alloy Fans
Plant Profile: 600 MW coal-fired unit in the Midwest (USA), operating for 18 years. Original fans: mild steel with hardfacing weld overlay. Average fan life: 6,000 operating hours.
Problem: Frequent outages for blade repair (every 5 months). Forced outages due to blade cracking led to production losses of $1.2 million annually.
Solution: Replace impeller with high-chrome white iron (28% Cr, 650 HV). Add ceramic tile inserts at the blade tip (30% of blade span).
Result:
- Fan life extended to 14,000 operating hours (2.3x improvement).
- Unplanned outages reduced by 70%.
- Return on investment within 14 months.
Lessons Learned:
- Ceramic tiles must be inspected after first 500 hours to verify bond integrity.
- Proper shaft alignment and dynamic balancing are more critical with brittle materials.
Frequently Asked Questions (FAQ)
Q1: What is the typical operating speed of a pulverized coal wear-resistant fan? A: Depending on fan size and system pressure, operating speeds range from 600 to 1,200 RPM for large utility fans (60–100 inch diameter impeller). Some smaller wind turbine applications in material handling operate at up to 1,800 RPM.
Q2: Can these fans be rebuilt in the field? A: Partial field repair is possible for casing wear plates and seal replacement. However, impeller repair (weld buildup or ceramic tile replacement) is usually performed in a workshop to ensure dynamic balance. Field balancing kits exist but are less accurate.
Q3: How does coal particle size affect fan wear? A: Larger particles (>500 μm) carry more kinetic energy and cause higher erosion rates per impact. However, smaller particles (50–100 μm) can cause more uniform wear over the entire blade surface. Optimizing mill reject removal and classifier operation significantly reduces fan wear.
Q4: Are there alternative technologies that reduce wear? A: Some plants are testing low-velocity conveying systems that reduce air velocity to 15 m/s or less. Others use cyclonic separators upstream to remove coarse particles. However, these add capital cost and pressure drop.
Q5: What is the relationship between fan wear and boiler combustion efficiency? A: As fan blades wear, the fan’s pressure rise capability decreases, reducing primary air flow. This can lead to incomplete combustion, higher unburned carbon in fly ash, and reduced boiler efficiency (typically 1–2% loss at 50% blade wear).
Conclusion: Future-Proofing Fan Reliability
Pulverized coal wear-resistant fans are not a luxury; they are a necessity for economic and reliable plant operation. The choice of materials, design geometry, and maintenance strategy directly impacts plant availability and profitability.
Future trends include:
- Smart wear prediction using AI-driven vibration and thickness data.
- Additive manufacturing for custom blade profiles with functionally graded materials.
- Hybrid designs combining high-chrome blades with polymer-ceramic coatings for extreme environments.
For plant engineers and maintenance managers, the takeaway is clear: invest in the correct grade of wear resistance upfront, apply predictive maintenance tools, and never underestimate the value of a properly designed exhaust fan. When a pulverized coal fan runs smoothly, the entire boiler benefits. When it fails, the entire plant stops.
This article is based on field data from coal-fired utilities, manufacturer technical manuals, and peer-reviewed studies on solid particle erosion in rotating machinery. All product references have been generalized; no specific commercial endorsements are implied.