This article's table of contents introduction:

- Why Standard Fans Fail in Steel Plants
- Key Applications in Steelmaking
- Wear-Resistant Design & Materials
- Maintenance & Failure Prevention
- Key Selection Criteria (For Procurement)
- Summary Table: Recommended Material for Common Applications
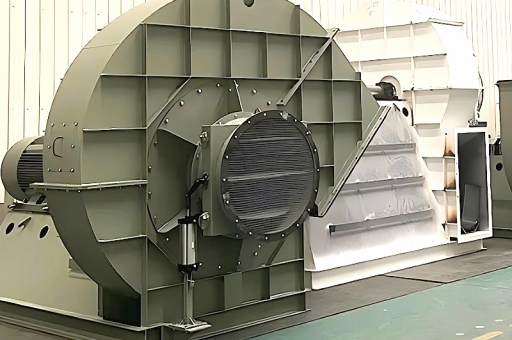
This is a comprehensive overview of wear-resistant fans used in steel plants. Given the extreme environments of steelmaking—high temperatures, abrasive dust, and corrosive gases—these fans are critical to operations like sintering, blast furnace air supply, and dust collection.
Here is a breakdown of the types, wear mechanisms, materials, and key design considerations.
Why Standard Fans Fail in Steel Plants
In a steel plant, a standard fan would fail in days or hours due to:
- Erosion: High-velocity particles (iron ore, coke, scale, dust) impact the blades and housing at speeds up to 80-100 m/s.
- Abrasion: Sliding wear from coarse, hard particles.
- Corrosion: Sulfur dioxide (SO₂), chlorides, and acidic condensates (especially in sintering and coking).
- Fouling: Sticky dust (e.g., from oxygen converters) builds up on blades, causing imbalance and vibration.
- Heat Fatigue: Frequent cycles between ambient and 400°C+ (in hot gas fans) can cause thermal stress and cracking.
Key Applications in Steelmaking
| Application | Environment | Key Challenge |
|---|---|---|
| Sintering Draft Fans | High-temp (150-350°C), heavy dust (Fe₂O₃, SiO₂), SO₂ gas. | Extreme erosion + corrosion at high temp. |
| Blast Furnace Gas Booster / Venturi Scrubber Fans | Wet, acidic gas (CO, H₂), fine dust, fluctuating loads. | Corrosion-erosion synergy; water droplet erosion. |
| Converter (BOS) Secondary Dedusting Fans | Hot (up to 120°C), sticky fine dust (ZnO, FeO), variable flow. | Severe blade fouling and imbalance. |
| Coke Oven Gas (COG) Exhausters | Tars, naphthalene, H₂S, hot gas. | Sticky deposits and corrosion. |
| Mill Scale Exhaust Fans | Coarse, sharp iron scale dust. | High-speed impact erosion. |
| Pellettizing Plants | Hot (up to 800°C in cooler fans), fine iron ore dust. | High-temperature creep and oxidation. |
Wear-Resistant Design & Materials
Modern steel plant fans are engineered for specific duty points.
A. Impeller (Rotor) Design
- Backward-Curved / Backward-Inclined Blades: The most common. They are inherently non-clogging and have excellent wear/sheeting characteristics. The airfoil (hollow) design is quieter but more vulnerable to blade failure from wear.
- Radial Blades (Radial Tip / Paddle Wheel): Used for extreme particle loading (e.g., in some sintering dust collectors). They are robust but less efficient and louder.
- Wear Plates & Stelliting: Strips or pads of hardfacing material are welded onto the leading edges of blades and the backplate where erosion is highest. Stellite (cobalt-chromium alloy) is common for extreme hardness.
- Armored Liners: The housing and rotor are lined with replaceable ceramic tiles (Al₂O₃) or tungsten carbide plates. These are bolted or glued (epoxy) to the base steel.
B. Materials of Construction
- High-Strength Low-Alloy (HSLA) Steel: e.g., WELDOX, S355 J2W. Good strength-to-weight ratio for larger fans.
- Abrasion-Resistant (AR) Steel: e.g., Hardox 400, 500, 600 (400-600 Brinell hardness). Used for the housing and blade base material.
- Stainless Steel (Duplex / Super Duplex): 2205, 2507. Used for corrosion-erosion resistance in wet scrubber fans (blast furnace gas).
- Inconel / Hastelloy: For extreme high-temp (800°C+) and aggressive chemical environments (coke oven gas).
C. Surface Treatments & Coatings
- Thermal Spray Coatings: HVOF (High Velocity Oxy-Fuel) spraying of WC-Co (Tungsten Carbide-Cobalt) or CrC-NiCr (Chromium Carbide-Nickel Chromium). These offer a hard, dense overlay.
- Hardfacing Welding: Application of electrodes with 40-65 HRC (Rockwell C hardness) on wear zones. Common alloys: Fe-Cr-C-Mo (e.g., Stoody 100 series).
- Ceramic Epoxy Linings: A trowelable paste of ceramic beads in epoxy resin. Good for building up a smooth, hard surface that also resists buildup.
Maintenance & Failure Prevention
- Predictive Maintenance:
- Vibration Analysis: Track imbalance due to uneven wear or fouling.
- Thickness Monitoring: Use ultrasonic inspection of critical areas (leading edges, blade roots) to predict remaining life.
- Thermography: Identify hot spots from friction or fouling.
- Balancing: Fans often operate at 1,500-3,000 RPM. Even slight wear causes imbalance, leading to bearing failure.
- Cleaning Systems: For sticky dust (converters), online water sprays or compressed air soot blowers are used to prevent buildup. Note: Water addition must be controlled to avoid corrosion or thermal shock.
- Crack Detection: The blade-to-backplate weld is the most fatigue-prone point. Regular Dye Penetrant or Magnetic Particle Inspection (NDT) is essential.
Key Selection Criteria (For Procurement)
- Dust Load: Concentration (g/Nm³) and particle size distribution (D50, D90).
- Gas Temperature: Continuous vs. peak temperature.
- Gas Chemistry: Is condensed water acidic? Is there H₂S, SO₂, or Cl₂?
- Stickiness / Fouling Tendency: Does dust cake easily? Is it hygroscopic?
- Critical Speed: What is the rotor's 1st bending mode? Avoid resonance with operating speed.
- Scrubber Water Quality: For wet fans, high chloride content accelerates stress corrosion cracking (SCC) in stainless steel.
Summary Table: Recommended Material for Common Applications
| Application | Temperature | Primary Wear Type | Recommended Impeller Material | Coating / Hardfacing |
|---|---|---|---|---|
| Sintering Draft Fan | 150-350°C | High-temp erosion (Fe₂O₃, SiO₂) | Hardox 500 / 600 | Stellite 6 hardfacing on leading edges |
| Blast Furnace Gas Scrubber Fan | 50-70°C (wet) | Corrosion + fine particle erosion | Super Duplex Stainless (2507) | HVOF WC-Co coating |
| Converter Dedusting Fan | 80-120°C | Sticky fine dust (fouling) | Carbon Steel (S355) | Smooth epoxy ceramic lining |
| Coke Oven Gas Exhauster | 80-200°C | Corrosion (H₂S) + tars | Stainless 316L or Inconel 625 | None (smooth, low surface energy) |
| Pellet Cooler Fan | 800°C (peaks) | High-temp oxidation + creep | Inconel 718 or Haynes 230 | Thermal barrier coating (TBC) + ceramic |
Crucial Takeaway: No single coating or material works for all steel plant zones. The specific gas chemistry, temperature, and particle size must be matched to the alloy and treatment. A "general purpose" wear fan will fail quickly in this industry.