This article's table of contents introduction:

- Table of Contents
- Introduction: Why Dust Collection Matters in Shot Blasting Operations
- Understanding Shot Blasting Machine Dust Collector Fans: Components and Function
- How Dust Collector Fans Improve Shot Blasting Efficiency and Compliance
- Key Types of Fans Used in Shot Blasting Dust Collection Systems
- Fan Selection Criteria: CFM, Static Pressure, and Air-to-Cloth Ratio
- Common Operational Issues and Troubleshooting for Dust Collector Fans
- Energy Efficiency and Maintenance Best Practices
- Frequently Asked Questions (FAQ)
- Conclusion: Optimizing Your System with the Right Fan Technology
The Critical Role of Shot Blasting Machine Dust Collector Fans in Industrial Air Quality and Efficiency
Table of Contents
- Introduction: Why Dust Collection Matters in Shot Blasting Operations
- Understanding Shot Blasting Machine Dust Collector Fans: Components and Function
- How Dust Collector Fans Improve Shot Blasting Efficiency and Compliance
- Key Types of Fans Used in Shot Blasting Dust Collection Systems
- Fan Selection Criteria: CFM, Static Pressure, and Air-to-Cloth Ratio
- Common Operational Issues and Troubleshooting for Dust Collector Fans
- Energy Efficiency and Maintenance Best Practices
- Frequently Asked Questions (FAQ)
- Conclusion: Optimizing Your System with the Right Fan Technology
Introduction: Why Dust Collection Matters in Shot Blasting Operations
Shot blasting is an abrasive surface preparation process widely used in industries such as automotive, aerospace, shipbuilding, and wind turbine manufacturing. During shot blasting, high-velocity steel shot or grit is propelled onto a workpiece to remove rust, scale, paint, or surface contaminants. This process generates a significant amount of fine dust, including metallic particles, abrasive debris, and residual coating materials. Without an effective dust collection system, these airborne contaminants pose serious health risks to workers, cause equipment wear, and violate environmental regulations.
At the heart of every efficient shot blasting dust collection system lies the dust collector fan. This component is responsible for creating the negative air pressure required to capture dust at the source, transport it through ductwork, and deliver it to a filtration unit. In this article, we will explore the technical specifications, selection criteria, and operational strategies for shot blasting machine dust collector fans, drawing from industry best practices and search-optimized content to help you make informed decisions.
Understanding Shot Blasting Machine Dust Collector Fans: Components and Function
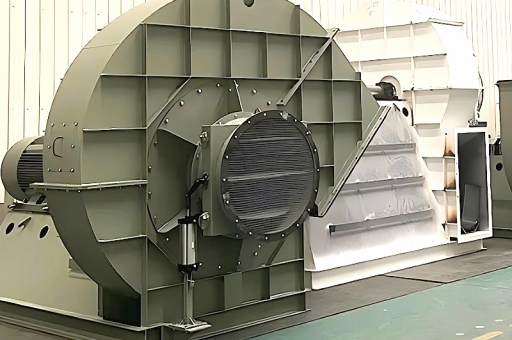
A shot blasting machine dust collector fan is a high-performance industrial fan designed to move large volumes of air laden with abrasive particles. Unlike standard ventilation fans, these fans must withstand particulate erosion, high static pressure, and continuous operation.
Core Components:
- Impeller: Typically made from abrasion-resistant steel or coated materials. The impeller blades are designed to minimize particle buildup and balance airflow.
- Housing: Heavy-duty construction with wear liners to protect against impact from debris.
- Motor: Usually a TEFC (Totally Enclosed Fan-Cooled) motor rated for dusty environments. Variable frequency drives (VFDs) are increasingly common for energy optimization.
- Bearings: Sealed or shielded bearings to prevent dust ingress.
- Inlet and Outlet Connections: Designed to match ductwork diameter and minimize turbulence.
Primary Function:
The fan creates a pressure differential that pulls dust-laden air from the blasting cabinet or blast room into the duct system. The air then passes through a dust collector (e.g., baghouse, cartridge filter, or cyclone) where particles are separated. Cleaned air is either recirculated or exhausted outside.
How Dust Collector Fans Improve Shot Blasting Efficiency and Compliance
Integrating a properly sized dust collector fan into a shot blasting system delivers multiple benefits:
- Worker Safety: Reduces airborne silica, metal dust, and respirable particulates, lowering the risk of silicosis, metal fume fever, and explosion hazards.
- Equipment Protection: Prevents dust accumulation on moving parts, sensors, and electrical enclosures, extending the life of the blast machine and surrounding equipment.
- Regulatory Compliance: Helps facilities meet OSHA and EPA standards for permissible exposure limits (PELs) and particulate matter emissions.
- Production Quality: Maintains a clear line of sight for operators and prevents recontamination of blasted surfaces.
- Energy Savings: Modern fans with VFDs adjust airflow based on demand, reducing electricity consumption by 30–50% compared to constant-speed systems.
Key Types of Fans Used in Shot Blasting Dust Collection Systems
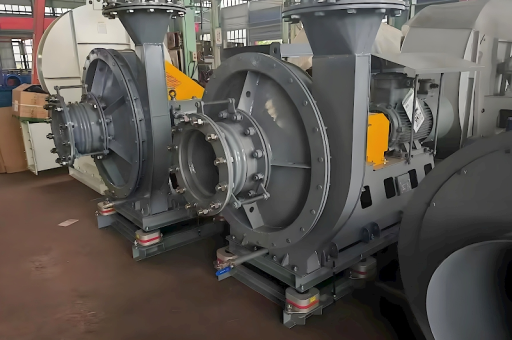
1 Centrifugal Fans (Radial Blade)
These are the most common choice for shot blasting applications. The radial blade design handles particulate-laden air with minimal clogging. They generate high static pressure, which is essential for overcoming the resistance of filters and long duct runs.
2 Backward-Inclined Fans
Offering higher efficiency than radial fans, backward-inclined fans are suitable for applications with moderate dust loads. They are less tolerant of heavy abrasion but can be coated or lined for protection.
3 Inline Duct Fans
Used in smaller or portable shot blast systems, inline fans are compact and easy to install. However, they typically cannot handle high static pressures or heavy dust loads.
4 Explosion-Proof Fans
For facilities handling combustible dust (e.g., aluminum, magnesium, or zirconium blasting), explosion-proof fan construction is mandatory. These fans feature non-sparking materials, grounding provisions, and special motor enclosures.
Fan Selection Criteria: CFM, Static Pressure, and Air-to-Cloth Ratio
Selecting the correct dust collector fan requires calculating three key parameters:
CFM (Cubic Feet per Minute)
The required airflow volume depends on the blast machine size, nozzle configuration, and the number of operators. A general rule of thumb is 100–150 CFM per square foot of blast room floor area, or 500–800 CFM per blast nozzle for cabinet systems.
Static Pressure (SP)
Static pressure is the resistance the fan must overcome. It includes losses from ductwork (friction and bends), filters (clean vs. dirty), and the dust collector itself. Typical ranges for shot blasting systems are 8–16 inches of water gauge (wg). Undersizing static pressure leads to poor dust capture.
Air-to-Cloth Ratio
This ratio (CFM divided by filter media area) determines how well the dust collector performs. For shot blasting, a ratio of 3:1 to 5:1 is common. A lower ratio means more filter area and better filtration, but requires a fan capable of moving air through higher resistance.
Example: A system requiring 10,000 CFM at 12 inches wg with an air-to-cloth ratio of 4:1 would need 2,500 sq. ft. of filter media.
Common Operational Issues and Troubleshooting for Dust Collector Fans
Even well-designed systems face challenges. Here are frequent issues and their solutions:
| Issue | Possible Cause | Solution |
|---|---|---|
| Reduced airflow | Clogged filters, duct blockage, worn fan impeller | Inspect and replace filters, clean ducts, balance impeller |
| Excessive vibration | Imbalance from dust buildup, bearing wear | Clean impeller, replace bearings, rebalance |
| Motor overheating | Undersized motor, high ambient temperature, blocked cooling fins | Verify motor rating, install cooling ducts, clean motor |
| High energy consumption | Over-damped dampers, worn belt drive | Optimize damper settings, replace belts, consider VFD retrofit |
| Dust escaping at source | Insufficient CFM or static pressure | Redesign duct layout, increase fan speed, check for leaks |
Energy Efficiency and Maintenance Best Practices
To maximize the lifespan and efficiency of your shot blasting machine dust collector fans, adopt these strategies:
- Implement a VFD: Variable frequency drives allow the fan to operate at lower speeds during idle or low-demand periods, reducing power consumption by up to 40%.
- Schedule Regular Filter Cleaning: Use pulse-jet or reverse-air cleaning systems to maintain low differential pressure. A 1-inch wg increase in filter pressure can raise fan energy use by 10%.
- Inspect Wear Parts Monthly: Check impeller blades for erosion, especially on the leading edges. Replace or repair before imbalance occurs.
- Lubricate Bearings Per Manufacturer Specs: Over-lubrication attracts dust; under-lubrication causes overheating.
- Monitor Vibration and Temperature: Install sensors to detect early signs of mechanical failure.
- Optimize Ductwork: Minimize elbows and long horizontal runs. Use smooth interior surfaces to reduce friction losses.
Frequently Asked Questions (FAQ)
Q1: What CFM do I need for a shot blast cabinet with two nozzles?
A: For a typical manual blast cabinet with two 3/8-inch nozzles, you need approximately 1,200–1,600 CFM at 8–10 inches wg. Always verify with the manufacturer.
Q2: Can I use a regular industrial exhaust fan for shot blasting dust collection?
A: No. Standard fans lack abrasion resistance and static pressure capacity. They will fail quickly and provide insufficient suction. Use only fans rated for material handling.
Q3: How often should I replace the dust collector fan impeller?
A: Depending on abrasive type and operating hours, impeller life ranges from 6 months to 3 years. Signs of wear include reduced airflow, increased vibration, and visible blade thinning.
Q4: Is it safe to recirculate air back into the facility after filtration?
A: Yes, provided the filtration system achieves OSHA permissible exposure limits and the dust is non-toxic. For hazardous materials (e.g., lead, cadmium), exhaust outside is mandatory.
Q5: What is the difference between a baghouse and a cartridge collector for shot blasting?
A: Baghouses handle higher dust loads and larger particles better, while cartridge collectors offer higher filtration efficiency for fine dust. Cartridge systems require higher static pressure from the fan.
Q6: How do I calculate static pressure loss in my ductwork?
A: Use the Darcy-Weisbach equation or consult fan manufacturer software. A simplified method is to add 0.5–1 inch wg per 100 feet of straight duct and 0.5–2 inches wg per elbow.
Q7: Can I retrofit an existing fan with a VFD?
A: Generally yes, but ensure the motor is inverter-duty rated and the fan operates within its safe speed range. Consult a VFD specialist for proper sizing.
Q8: Why does my dust collector fan keep tripping the overload relay?
A: This often indicates high static pressure (dirty filters) or a mechanical obstruction. Check filter condition, duct blockages, and fan impeller for debris.
Q9: What is the noise level of a typical shot blast dust collector fan?
A: Industrial fans range from 80 to 95 dB(A). Use sound enclosures, silencers, or ear protection to comply with OSHA noise standards.
Q10: Are there any specific considerations for wind turbine component blasting?
A: Yes. Wind turbine parts (towers, blades, hubs) are large and produce vast dust volumes. You need high-CFM fans (20,000–50,000+ CFM), heavy-duty ductwork, and often a modular dust collector system. Explosion-proof fans may be required for magnesium-containing alloys.
Conclusion: Optimizing Your System with the Right Fan Technology
The shot blasting machine dust collector fan is not just an accessory—it is a critical component that determines the safety, efficiency, and regulatory compliance of your entire blasting operation. By understanding the technical requirements (CFM, static pressure, abrasion resistance) and implementing best practices such as VFD installation, routine maintenance, and proper duct design, you can significantly reduce operating costs and extend equipment life.
For industries such as wind turbine manufacturing, where large-scale blasting is common, selecting a fan with the right capacity and durability is especially important. Always partner with experienced suppliers who can perform a system analysis and recommend fans tailored to your specific abrasive media and workflow.
Investing in high-quality dust collector fans today will pay dividends in reduced downtime, lower energy bills, and a safer work environment tomorrow.
For more information on dust collection system design, fan performance curves, or regulatory updates, consult your equipment manufacturer or an industrial ventilation engineer.