This article's table of contents introduction:

- The Core Problem: Material & Geometry Conflict
- The #1 Danger: Dynamic Imbalance & Catastrophic Failure
- Specific Risk Factors by Material & Fan Type
- Critical Mistakes to Avoid
- The Correct Manufacturing Methods for High-Pressure Fans
- Acceptable Laser Cutting Applications (Safe)
- Summary: The Verdict
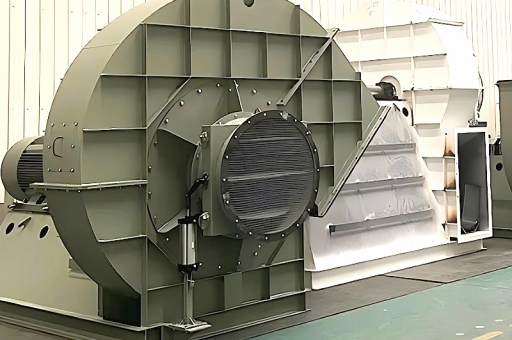
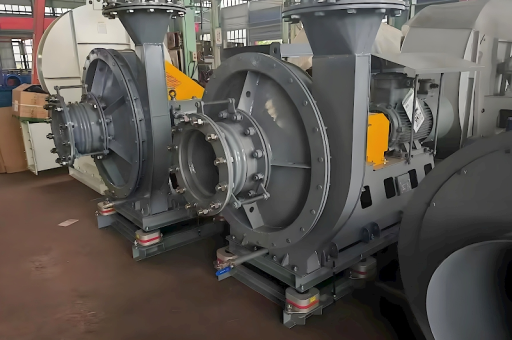
This is a critical and potentially dangerous topic. Laser cutting a high-pressure fan (also known as a centrifugal fan or blower) is not a standard, recommended, or safe practice in most industrial or workshop settings.
Here is a detailed breakdown of why this is problematic, the specific risks involved, and the correct methods for manufacturing such components.
The Core Problem: Material & Geometry Conflict
High-pressure fans are typically made from either metal (steel, stainless steel, aluminum) or engineering plastics (like Noryl, Polypropylene, or PVDF).
- Metal Fans: CO2 or Fiber lasers can cut metal sheets (the primary raw material for fan impellers and housings). However, the final assembled geometry of a fan (curved blades, deep housings, volute cutoffs) is extremely difficult to achieve solely with a laser.
- Plastic Fans: Laser cutting can be used on plastic sheet, but the heat-affected zone (HAZ) can weaken the material, especially under high stress and centrifugal force. Gases from cutting certain plastics (like PVC) are toxic and corrosive to the laser.
The single most dangerous issue is the dynamic balance of the impeller (the spinning part).
The #1 Danger: Dynamic Imbalance & Catastrophic Failure
- How it happens: A laser cuts a 2D profile of a fan blade or impeller backplate. If the focal length, power, or gas pressure fluctuates even slightly, the cut width will vary. This introduces microscopic (or macroscopic) asymmetry in the weight distribution of the rotating assembly.
- The Result (Catastrophic): When a high-pressure fan spins at 3,000–12,000 RPM (or higher), an unbalanced impeller creates massive centrifugal forces.
- Vibration: Destroys bearings, shafts, and motor mounts.
- Blade Release: The root of a blade (where it welds or is attached) can crack and separate. A detached blade traveling at hundreds of miles per hour inside a metal housing is essentially a shrapnel bomb.
- Housing Rupture: The unbalanced forces can crack the housing, leading to flying debris.
Specific Risk Factors by Material & Fan Type
| Fan Component | Material | Laser Cutting Risk |
|---|---|---|
| Impeller Blades | Steel / SS | High Risk. Thin cut width causes uneven mass. High HAZ (Heat Affected Zone) hardens the edge, making it brittle and prone to cracking from vibration fatigue. |
| Impeller Blades | Plastics (PP, PE, PPS) | High Risk. Melting and re-deposition of material creates burrs and mass irregularities. The HAZ creates a weak, brittle zone that will fail under centrifugal stress. |
| Housing (Volute) | Steel / Stainless | Medium Risk. Flat sheets can be cut, but they must be precision bent and welded. The laser cut edge is hard and can cause weld cracking if not ground. |
| Housing (Volute) | Aluminum | Low Risk (for cutting). Aluminum is reflective, requires a fiber laser, and has poor absorption for CO2. The cut quality is often poor, leading to stress risers. |
| Backplate / Hub | Steel / SS | Medium-High Risk. Large, flat parts are fine, but the critical interface (where blades attach) must be perfectly flat and dimensionally stable. Laser heat can warp the plate. |
Critical Mistakes to Avoid
- Laser cutting the blade profile from a sheet and then trying to weld it as-is: The rough, heat-hardened edge of a laser cut blade is extremely difficult to weld reliably to a backplate. The weld will be weak, and the fatigue life will be terrible.
- Using laser-cut holes for balancing: Holes for adding balancing weights are standard, but they must be precisely positioned and of consistent diameter. A laser that drifts in focus will create holes that are too large or too small, preventing accurate balancing.
- Assuming "laser-cut" equals "precision": While lasers are precise, the process is not perfect for all materials. For a high-speed rotating assembly, even a 0.1% variation in weight can cause destructive vibration.
The Correct Manufacturing Methods for High-Pressure Fans
If you need to make a high-pressure fan, do not use laser cutting as the primary fabrication method for rotating parts. Use these instead:
| Method | Best For | Why it's Better |
|---|---|---|
| CNC Punching | Impeller blades & backplates | Consistent edge quality, no HAZ. Ideal for sheet metal. |
| Waterjet Cutting | Thick metals & plastics | No heat affected zone (HAZ). Perfect edge. Excellent for thick materials. |
| Plasma Cutting | Thick steel (housings only) | Fast for cutting housing openings, but requires significant post-processing (grinding) for weld prep. |
| Precision Stamping | High-volume fan blades | Creates a perfectly uniform part with a consistent edge profile. |
| Injection Molding | Plastic impellers | Creates a single, perfectly balanced, complex 3D shape with no post-processing. |
Acceptable Laser Cutting Applications (Safe)
Laser cutting can be used only for the non-rotating, static housing of a high-pressure fan.
- Cutting flat blanks for a volute housing: This is done regularly. The cut part is then bent and welded.
- Cutting inlet cones / inlet rings: Static parts that guide air into the impeller.
- Cutting nameplates and access door cutouts.
NEVER cut a complete impeller assembly or individual blades that must be perfectly balanced.
Summary: The Verdict
- Can you? Yes, a laser can physically cut the material for components.
- Should you? Absolutely not for the rotating impeller. The risk of catastrophic failure from imbalance, fatigue cracking, and shrapnel is unacceptably high.
- For the housing? Yes, but only for flat blanks that will be formed and welded. Post-processing (grinding) the cut edge is often required.
- Alternative Action: Use waterjet cutting for the best combination of precision and no heat damage. Use CNC punching for high-volume sheet metal parts.
If you are attempting this for a DIY project involving a high-speed fan, stop immediately and reconsider your design. Purchase a pre-fabricated, balanced impeller from a reputable supplier. The cost of a proper impeller is far less than the cost of medical bills from an exploded fan.