This article's table of contents introduction:

- Table of Contents
- Introduction: What Is a 6000m³/h Dust Removal Induced Draft Fan?
- Core Working Principle: How It Extracts Air and Dust
- Key Technical Specifications and Performance Metrics
- Critical Applications Across Industries
- Installation Best Practices for Maximum Efficiency
- Common Problems and Troubleshooting Q&A
- Maintenance Checklist to Extend Fan Lifespan
- Energy-Saving Strategies and Environmental Considerations
- Frequently Asked Questions (FAQ)
- Conclusion: Selecting the Right Fan for Your Dust System
** The Ultimate Guide to 6000m³/h Dust Removal Induced Draft Fans: Efficiency, Applications, and Maintenance
Table of Contents
- Introduction: What Is a 6000m³/h Dust Removal Induced Draft Fan?
- Core Working Principle: How It Extracts Air and Dust
- Key Technical Specifications and Performance Metrics
- Critical Applications Across Industries
- Installation Best Practices for Maximum Efficiency
- Common Problems and Troubleshooting Q&A
- Maintenance Checklist to Extend Fan Lifespan
- Energy-Saving Strategies and Environmental Considerations
- Frequently Asked Questions (FAQ)
- Conclusion: Selecting the Right Fan for Your Dust System
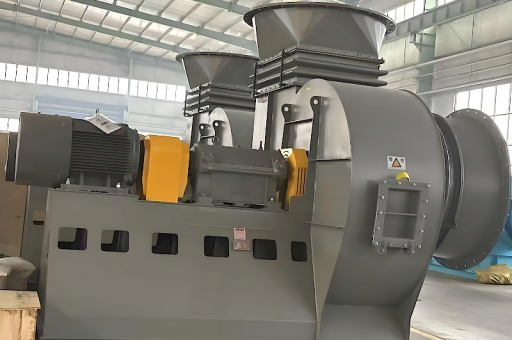
Introduction: What Is a 6000m³/h Dust Removal Induced Draft Fan?
A 6000m³/h dust removal induced draft fan is a high-capacity industrial ventilation device designed to create negative pressure within a dust collection system, pulling contaminated air—loaded with particulate matter, sawdust, metal filings, or chemical fumes—through filters and exhausting clean air outside or recirculating it. The "6000m³/h" denotes its volumetric flow rate: 6,000 cubic meters of air per hour, which is suitable for medium-scale workshops, woodworking plants, textile mills, food processing facilities, and cement handling stations.
These fans operate on the induced draft principle: the fan is located at the outlet side of the dust collector, drawing air through the system rather than pushing it. This arrangement reduces the risk of dust accumulation inside the fan housing, lowers wear on impeller blades, and enables higher collection efficiency. According to industry data from ventilation engineering handbooks, induced draft configurations can improve filter loading uniformity by up to 25% compared to forced draft layouts.
Why 6000m³/h specifically? It is a "sweet spot" capacity: too small (e.g., 3000m³/h) may not capture all fugitive dust from multiple workstations; too large (e.g., 15000m³/h) would oversize the ductwork and increase energy costs unnecessarily. This flow rate comfortably serves 8–15 dust-generating points concurrently, depending on duct length and static pressure loss.
Core Working Principle: How It Extracts Air and Dust
The operational cycle of a 6000m³/h dust removal induced draft fan involves four stages:
- Negative Pressure Generation: The fan motor drives a backward-curved or radial impeller at a speed typically between 1450–2900 RPM. As the blades rotate, they accelerate air molecules outward, creating a low-pressure zone at the fan inlet.
- Air Entrainment: Dust-laden air from hoods, ducts, or machine enclosures is drawn into the system by this pressure differential. At 6000m³/h, the inlet velocity often ranges from 12–20 m/s, sufficient to lift heavy particles like sawdust (up to 5 mm) without re-entrainment.
- Dust Separation: The air passes through a primary collector (cyclone, bag filter, or cartridge filter). The induced draft fan ensures consistent airflow through the filter media, preventing dust cake buildup on clean sides.
- Exhaust or Recirculation: Cleaned air exits through the fan outlet, either vented outdoors or recirculated after HEPA polishing to meet workplace air quality standards.
A key advantage of induced draft is that the fan handles near-clean air (after filtration), which extends bearing and blade life by 2–3 times compared to forced draft fans that ingest raw dust-laden streams.
Key Technical Specifications and Performance Metrics
When evaluating a 6000m³/h dust removal induced draft fan, the following parameters are critical:
| Parameter | Typical Range for 6000m³/h Models | Impact on Performance |
|---|---|---|
| Airflow (Q) | 5000–7200 m³/h (adjustable via damper or VFD) | Determines capture velocity at hoods |
| Static Pressure (P) | 1500–3500 Pa (150–350 mmH₂O) | Overcomes duct friction, filter resistance, and entrance losses |
| Motor Power | 5–15 kW (depending on pressure) | Higher pressure requires more power |
| Impeller Diameter | 560–800 mm | Larger diameter moves more air at lower noise |
| Sound Level | 72–85 dB(A) @ 1 m | Must comply with OSHA limits; silencers may be needed |
| Efficiency (η) | 70–85% (backward-curved blades) | Higher efficiency reduces energy bills |
Matching Fan Curve to System Resistance: The fan must operate at its best efficiency point (BEP). For example, if ductwork resistance is 2200 Pa, choose a fan whose curve intersects that pressure at 6000m³/h. Oversizing by 10% is acceptable; oversizing by 30% pushes the fan into stall, causing vibration and premature failure.
Critical Applications Across Industries
The 6000m³/h induced draft fan is ubiquitous in facilities requiring moderate dust control:
- Woodworking: Centralized dust collection for 10–15 machines: table saws, planers, routers. Captures 99%+ of airborne wood flour when paired with a cyclone.
- Metal Fabrication: Used in welding fume extraction booths and laser cutting tables. A 6000m³/h fan can maintain a face velocity of 0.5 m/s across a 3m x 2m exhaust hood.
- Food Processing: Removes grain dust, flour, and spice particulates in flour mills or blending rooms. Explosion-proof motors (Class II Division 2) are mandatory.
- Pharmaceutical & Chemical: Handles toxic powder collection (e.g., API dust) with high-efficiency HEPA filters; fan is constructed from 304 stainless steel or coated with anti-corrosive paint.
- Cement & Aggregate: Prevents airborne silica and clinker dust from escaping silos and conveyor transfer points. Heavy-duty impeller with wear-resistant liners is recommended.
Case studies from fan manufacturers indicate that a properly sized 6000m³/h fan reduces respirable dust levels by 80–95% compared to natural ventilation, often meeting NIOSH and EU 2019/1780 exposure limits.
Installation Best Practices for Maximum Efficiency
To achieve the stated 6000m³/h performance, follow these installation guidelines:
- Duct Design: Use smooth galvanized or spiral duct with minimum 90° elbows (use two 45° elbows instead). Keep air velocity between 15–20 m/s to prevent settling. Calculate total equivalent length: every 90° elbow adds ~10 m of resistance.
- Fan Mounting: Install on a vibration isolation pad (neoprene or spring isolators) to prevent structure-borne noise. Ensure the fan base is level within 0.1° to avoid shaft misalignment.
- Inlet and Outlet Connections: Use flexible connectors (fabric or rubber) at both flanges to dampen vibration and compensate for thermal expansion. Do not connect ductwork directly rigidly—this can crack the housing.
- VFD Installation: A variable frequency drive (VFD) allows precise airflow adjustment between 3000–6000m³/h, reducing energy consumption by 30% when less dust generation occurs. Program the VFD to accelerate over 10 seconds to avoid belt slip.
- Safety Guards: Install a screen mesh on the inlet cone to prevent accidental ingestion of tools or debris (especially important in woodshops).
Common Mistake: Mounting the fan outdoors without weather hood—rain entry can rust impeller and short the motor. Always use a weatherproof housing if outdoors.
Common Problems and Troubleshooting Q&A
Q1: The fan is running but airflow at the hood is only 3000m³/h. Why? A: Check for blocked filters (they may need cleaning or replacement). Also measure static pressure at the fan inlet—if it exceeds 3500 Pa, the ductwork may be undersized or dampers partially closed. Calculate system resistance using a manometer; compare with fan curve.
Q2: There is loud vibration and noise above 85 dB. What should I adjust? A: Vibration often stems from impeller imbalance. Turn off the fan, inspect blades for accumulated dust (common in first 6 months). Clean with compressed air or water. If blades are bent, replace the impeller. Check set screws on the shaft. Noise may be due to turbulent airflow—add a straightening vane grid 1m upstream of the fan inlet.
Q3: Motor trips on overload after 30 minutes of operation. A: This indicates the fan is operating beyond its rated power. Two causes are most likely: (1) The impeller is rotating too fast (wrong pulley ratio) OR (2) the system resistance is much lower than designed—air density increase at high altitudes can also skew performance. Measure motor current with a clamp meter; if above nameplate rating, add a balancing damper or install a smaller pulley.
Q4: Dust is leaking from filter seals—does the induced draft fan cause this? A: Induced draft fans create negative pressure inside the collector, so leaks should actually draw air in rather than push dust out. If dust leaks out, it means the fan is pushing (fan may be wired incorrectly to run in reverse) OR the filter housing has positive pressure build-up—check if the exhaust duct is blocked.
Maintenance Checklist to Extend Fan Lifespan
| Interval | Task |
|---|---|
| Weekly | Inspect impeller blades for dust buildup; clean with soft wire brush. Check belt tension (deflection of 10 mm per 100 mm span). |
| Monthly | Lubricate bearings with NLGI #2 grease (use a grease gun, do not overfill). Measure motor phase currents—unbalance >10% indicates winding degradation. |
| Quarterly | Remove the inlet screen and clean debris. Check electrical connections for oxidation. Replace gaskets on access doors if hardened. |
| Annually | Remove the impeller entirely; perform dynamic balancing if vibration exceeded 4 mm/s RMS. Replace belts (even if visually good—rubber degrades). |
| Every 3 years | Replace motor bearings (SKF 6206 or equivalent). Check shaft concentricity with a dial indicator (<0.05 mm runout). |
Pro Tip: Keep a spare belt set, bearing pack, and a motor starter relay on site. Downtime for a 6000m³/h fan often costs $500–$1000 per hour in lost production.
Energy-Saving Strategies and Environmental Considerations
- Variable Speed Drives (VSD): Of all improvements, adding a VFD to a 6000m³/h fan yields the fastest payback—often under 12 months. At 80% airflow, power consumption drops by 50% (due to the fan affinity laws: Power ∝ Speed³).
- High-Efficiency Motor (IE4 or IE5): Standard motors achieve 88–92% efficiency. Premium efficiency IE5 synRM motors achieve 96%+, cutting energy waste by 5–8% at full load.
- Duct Insulation: In hot climates, uninsulated ducts lose static pressure due to air density reduction. Insulate ducts with fiberglass wrap (R-6 minimum) to maintain rated flow.
- Filter Selection: Use low-resistance cartridge filters (ΔP < 150 Pa) instead of heavy bag filters (ΔP > 400 Pa). This reduces the fan's required static pressure by up to 300 Pa, saving 15% motor power.
Environmental Compliance: Always verify local emission limits. For wood dust, the US EPA requires outlet concentrations below 50 mg/m³. The induced draft fan's HEPA after-filter can achieve 5–10 mg/m³, making it compliance-ready.
Frequently Asked Questions (FAQ)
Q: Can a 6000m³/h fan be used for both dust extraction and general ventilation? A: Yes, but with caution. Use a multi-vane damper to blend fresh air. However, simultaneous use may reduce capture efficiency at dust hoods—dedicate the system to dust removal for optimal performance.
Q: What is the maximum duct length for this fan? A: Assuming proper sizing (15 m/s velocity, 4–6 elbows), maximum total equivalent length is 120–150 meters. Beyond that, static pressure > 3500 Pa is needed—select a high-pressure fan (3500–4500 Pa version).
Q: Should I choose a belt-driven or direct-drive fan? A: Belt-driven (the majority of 6000m³/h models) allows speed adjustment via pulley change—useful if future system modifications add resistance. Direct-drive is more efficient and quieter but requires a VFD to adjust speed.
Q: What is the typical lifespan of a 6000m³/h induced draft fan? A: With regular maintenance, 10–15 years for the impeller and housing, 5–8 years for the motor bearings. Replace belts every 2–3 years.
Q: Can this fan handle sticky dust (e.g., resinated wood dust)? A: Only if the impeller is coated with non-stick PTFE or epoxy, and the fan has an inspection door for weekly cleaning. Standard blades will build up resin layers, reducing imbalance.
Q: How to calculate the required motor power for my application? A: Use formula: Power (kW) = (Q × P) / (3600 × 1000 × fan efficiency × motor efficiency). For Q=6000 m³/h, P=2500 Pa, fan efficiency 80%, motor 90%: Power = (6000×2500) / (3600×1000×0.8×0.9) = 5.79 kW → choose 7.5 kW motor for safety margin.
Conclusion: Selecting the Right Fan for Your Dust System
A 6000m³/h dust removal induced draft fan is a versatile, mid-sized industrial workhorse. Its ability to maintain stable negative pressure, handle moderate dust loads, and operate efficiently across diverse applications makes it the go-to choice for many workshops and factories. When selecting a model, prioritize:
- Matching the fan curve to actual system resistance (measure your ductwork static pressure, don't guess).
- Choosing backward-curved blades for lower noise and higher efficiency (65–85%).
- Considering material compatibility (e.g., stainless steel for food/chemical, or cast iron for heavy abrasion).
- Ensuring compliance with local safety standards (ATEX or NEC for explosive dust, OSHA for noise).
By following the installation, maintenance, and energy-saving advice in this guide, your 6000m³/h induced draft fan will deliver reliable, low-cost dust control for a decade or more. For further technical data, reference fan manufacturer catalogs (e.g., the "fan" brand models) or consult an industrial ventilation engineer for a custom ductwork calculation. Remember: proper dust removal is not just an equipment purchase—it’s an investment in worker health, equipment longevity, and regulatory peace of mind.